


CNC-fräsning
CNC-fräsning tillåter en mer rationell produktion eftersom programmet kan upprepas så många gånger som det behövs. Vid CNC-styrd fräsning drivs maskinens rörelser precis som vid CNC-svarvning, av servomotorer som styrs av en dator inbyggd i maskinen.
Datorn följer ett så kallat NC-program som har skrivits i ISO-kod och som datorn i maskinen tolkar till olika rörelser av verktygen samt andra funktioner i maskinen.
En CNC-fräs kan programmeras genom att skriva in koden för hand eller låta ett CAD/CAM-program skapa koden från en datormodell och processer uppbyggda i en extern dator.
Detta möjliggör en mer komplex bearbetning och tillåter till exempel framtagning av komplicerade kurvor och ovala former som inte går att programmera enkelt för hand.
Vid programmering i CAD/CAM kan man även bearbeta tredimensionellt. Det innebär att man kan använda alla maskinens rörelser på samma gång och på så sätt bearbeta former såsom sfärer, koner och mer komplicerade svepta former.
CNC är en förkortning för Computerized Numerical Control.
CNC-fräsning kan delas in i olika kategorier efter hur många funktioner maskinen har. Man talar ofta om hur många axlar en cnc-maskin har, det vill säga hur många ledder man kan röra verktyg och arbetsstycke i.
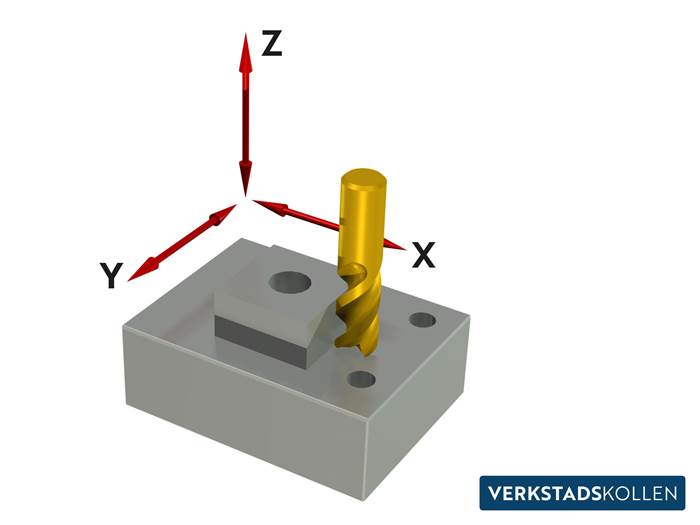
Treaxliga fräsmaskiner (även kallad 3-axliga) är de vanligaste inom CNC-fräsning. I en 3-axlig maskin kan man bearbeta i tre axlar X, Y och Z.
Som bilden visar kan man utföra ganska mycket med en sådan maskin. Man kan fräsa, borra, gänga och avlägsna allt material som är tillgängligt uppifrån för att uttrycka sig lite förenklat. Man kan bearbeta i olika djup och med flera olika verktyg.
Man kan bearbeta flera sidor av en detalj i en 3-axlig maskin. Då behöver man dock manuellt vända och fixera detaljen i maskinen och utföra flera tempo som det brukar kallas.
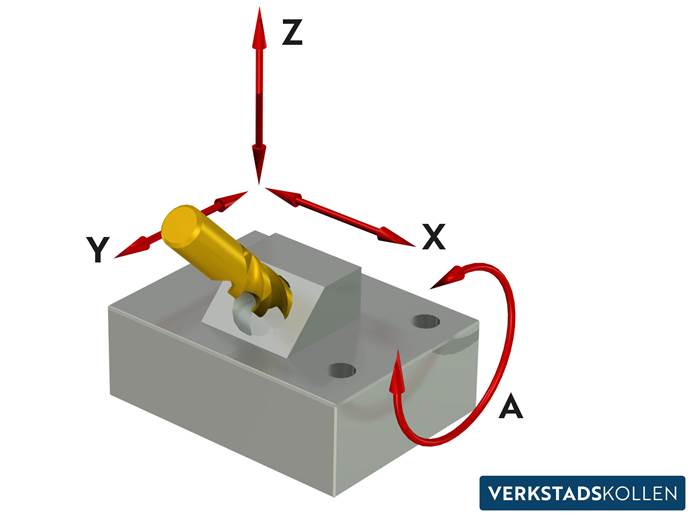
I fyraxliga fräsmaskiner (även kallad 4-axliga) kan man vinkla arbetsstycket eller verktyget för att bearbeta lutande eller vinkelräta plan. En 3-axlig maskin kan ibland efterutrustas för att få denna funktion.
Beroende på åt vilket håll den 4:e axeln är orienterad, kallas den A-axel eller B-axel.
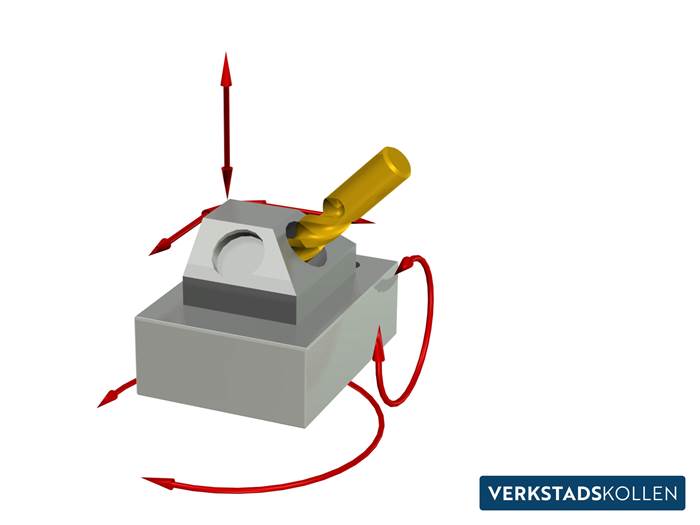
En femaxlig fräs (även kallad 5-axlig) är vidare utrustad med en så kallad C-axel, som gör att man kan positionera steglöst och bearbeta från flera håll och i flera olika vinklar. Den enda begränsningen är hur detaljen är uppspänd i maskinen.
Att tänka på är att, eftersom man ofta bearbetar från flera håll, kan man ofta bara spänna upp en detalj i taget. Det finns speciella fixturer och hållare för att komma runt detta, men beroende på detaljens storlek och utformning kan det vara svårt att använda sådana.
CAD/CAM-programmering
Om man använder sig av ett så kallat CAD/CAM-program, bygger man upp sitt NC-program genom att skapa processer med hjälp av linjer, cirklar och kurvor som kallas geometrier. Eller från en 3D-modell som man importerar in i programmet.
Man kan då definiera vad som ska bearbetas, med vilket verktyg och vilken skärhastighet. Sedan används en postprocessor för att tolka informationen till ett program som en cnc-maskin kan förstå. Man kan lätt tro att datorn kommer att göra jobbet och att tillverka en komplicerad detalj inte är värre än att skriva ut ett dokument på skrivaren, men riktigt så enkelt är det tyvärr inte.
Den som programmerar i CAD/CAM måste ha en stor kunskap i själva bearbetningen, annars kommer man inte särskilt långt. Även om datortekniken möjliggör bearbetning som inte skulle vara möjlig på annat sätt, så är ju själva principen i stort sett densamma som i en manuell maskin. Man måste ta hänsyn till materialets bearbetningsbarhet, hur detaljen kan spännas upp och om det kan bildas vibrationer som kan förstöra verktygen.
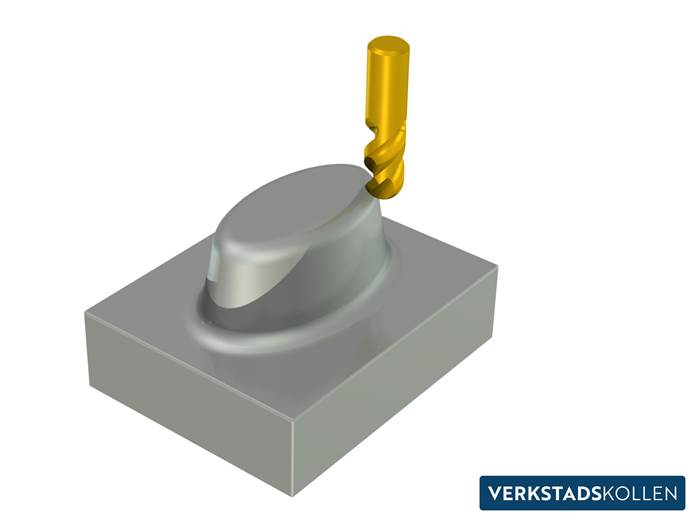
På bilden visas ett exempel på en form som bara går att programmera med datorns hjälp. Vi ser här en oval med sluttande sidor och radier i topp och botten. Ett sådant program skulle vara i det närmaste omöjligt att skriva för hand då det innefattar en otrolig mängd koordinater och rörelser. Det är inte ovanligt att ett sådant program innehåller flera hundra tusen tecken. Att man kan bearbeta en sådan form beror också på att man använder en fullradiefräs, eller en pinnfräs med rundad ände som gör små, små förflyttningar i djup och sida för varje passage så att en rundad eller lutande form kan tas fram.