

Centerlesslipning
Centerlesslipning används för att slipa cylindriska detaljer med hög precision och produktivitet. Namnet CENTERLESS betyder att man inte behöver utgå ifrån detaljens eller arbetsstyckets centrum vid slipning av ytterdiametern.
Nedan beskriver vi de olika processerna vid centerlesslipning samt vilken typ av detalj som passar eller inte passar de respektive sätten. Som så mycket inom tillverkningsindustrin, så är det mesta möjligt men man bör vara medveten om att det ibland krävs speciell utrustning eller förberedelser som kan göra detaljen dyrare att tillverka om detaljerna inte är optimala för den process man har tänkt sig.
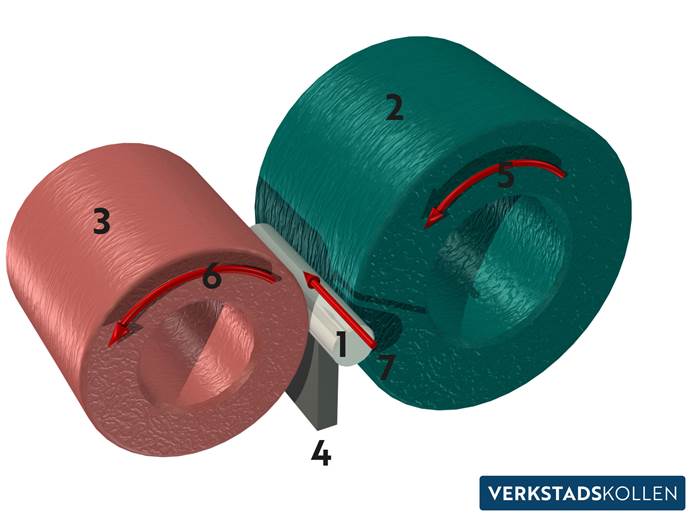
Vid genomgångsslipning matas arbetsstycket (1) genom maskinen mellan slipskivan (2), reglerskivan (3) vilande på stödskenan (4). Slipskivan roterar med ett relativt högt varvtal, ca 1500 rpm, och reglerskivan med ett mycket lägre varvtal, 0-100 rpm. Utan reglerskivan skulle arbetsstycket drivas runt av slipskivan och rotera med ett förödande högt varvtal. Reglerskivan roterar med ett mycket lägre varvtal än slipskivan för att driva runt arbetsstycket i rätt varvtal. Vid genomgångsslipning ska det också driva det igenom maskinen (7) och ut på andra sidan.

Genomgångsslipning lämpar sig bäst för helt cylindriska detaljer med plan ändyta och cylindriska detaljer med till exempel ett tvärhål. Såsom detaljerna 1, 2 och 3.

Alla detaljer passar inte för genomgångsslipning. Däribland detaljer som har spetsiga ändar (1). Dessa detaljer är svåra att mata igenom maskinen eftersom man helst matar igenom detaljerna tryckta mot varandra, ände mot ände, för att få ett jämnt och bra flöde genom maskinen. Inte heller detaljer som har en skalle (2) lämpar sig för genomgångsslipning. Dessa kan inte matas igenom då man alltid slipar den största diametern. Här är istället insticksslipning ett bättre alternativ. Detaljer som har ett spår eller en planyta längs med hela detaljen (3) är inte möjliga att centerlesslipa överhuvudtaget, eftersom sådana detaljer helt enkelt inte kan rotera i maskinen.
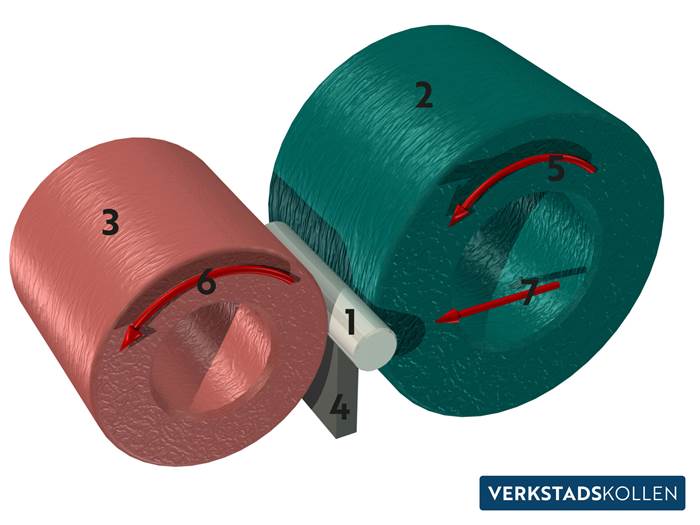
Vid insticksslipning placeras arbetsstycket (1) på stödskenan (4) manuellt eller med hjälp av en robot. Slipskivan (2) matas sedan in mot arbetsstycket till angivet mått (7). Reglerskivan (3) styr rotationshastigheten med sitt lägre varvtal (6). När slipoperationen är klar dras slipskivan ifrån och den färdiga detaljen kan plockas ut ur maskinen. Insticksslipning lämpar sig bäst för detaljer som inte går att slipa med genomgångsslipning, såsom detaljer som har en skalle.
Det finns även möjlighet att forma slipskivan för att slipa olika former eller slipa flera ytor samtidigt.

Här ses detaljer som passar för insticksslipning. Eftersom detaljen inte rör sig axiellt vid insticksslipning så kan man slipa andra detaljer än vid genomgångsslipning. Detaljerna 1, 2, och 3 lämpar sig väl att insticksslipa. Att tänka på är att detalj 1 kan behöva ett speciellt stopp som ena spetsen kan ligga mot. Och detalj 3 kan behöva ett extra stöd i den änden med större diameter för att inte välta vid insättning i maskinen.

Det finns detaljer som inte lämpar sig för insticksslipning. Detalj 1 kan inte stödja mot en vanlig stödskena på grund av konformen. Den skulle kunna slipas, fast med väldigt specialiserad utrustning. Ska man slipa den mindre diametern på detalj 2 kan man få problem med att den blir för baktung och kan bli väldigt svår att slipa på ett rationellt sätt. Detalj 3 kan vid insticksslipning inte rotera på grund av det längsgående spåret.